



Pressed from design. Defined in mould. Finished with precision. Dry pressed ceramic tiles, formed in steel moulds developed from my designs.
All surface relief is created during pressing and repeated consistently.
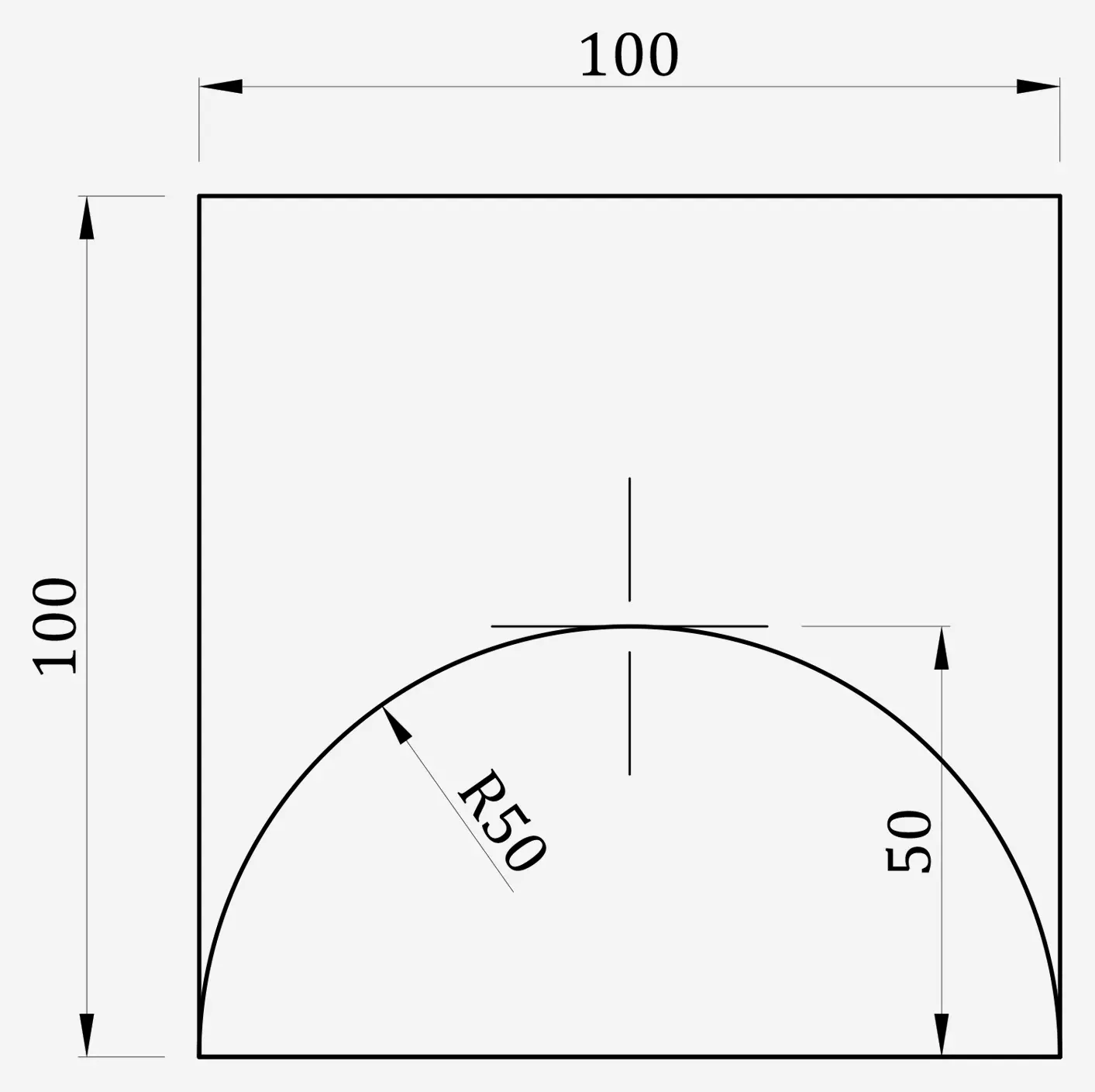
Rectified after firing for precise and uniform dimensions.
Dry Pressing
Dry pressing is the compaction of spray-dried ceramic granules inside a steel mould under high pressure.
During this process, the tile takes its final form while gaining density and structural strength.All surface details—relief, edges, and depth transitions—are defined by the mould.
This ensures that every tile has the same dimensions, the same surface geometry, and identical relief depth.
Firing
After pressing, tiles are dried and fired at high temperatures (approx. 1000–1200°C).
This stage provides final strength, stability, and durability.
Rectification
After firing, tiles are mechanically cut on all edges to achieve strict dimensional accuracy.Rectification is not a visual process—it is a precision operation:
-dimensional tolerances are reduced to approx. ±0.5 mm
-all tiles are brought to exactly the same size
-edges are sharpened to 90°This allows controlled installation and alignment, especially in applications requiring tight and consistent joints.
TECHNICAL NOTES
-Production method: Dry pressing
-Pressing force: typically 200–400 kg/cm²
-Raw material: spray-dried ceramic bodyFiring range: 1000–1200°C
-Dimensional tolerance after rectification: approx. ±0.5 mm
-Surface definition: mould-based (repeatable relief geometry)



