



Tasarımdan preslenmiştir. Kalıpta tanımlanmıştır. Hassasiyetle tamamlanmıştır.
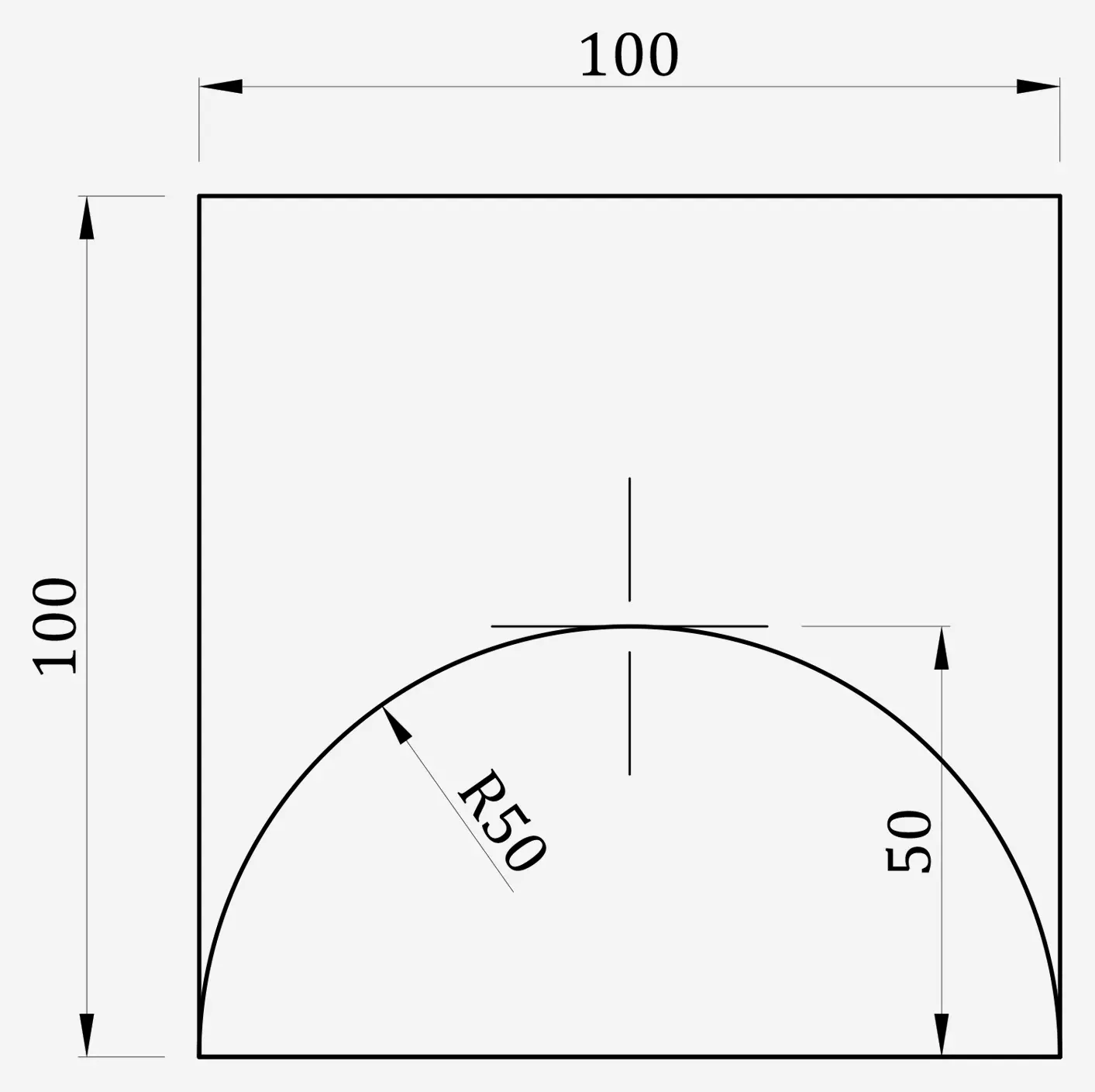
Tasarımım üzerinden geliştirilen çelik kalıplarda şekillendirilen kuru pres seramik karolar.
Tüm yüzey kabartmaları presleme sırasında oluşturulur ve tutarlı şekilde tekrar edilir.
Fırınlama sonrası, hassas ve homojen boyutlar elde etmek için düzeltilir.
Kuru Presleme
Kuru presleme, püskürtme kurutulmuş seramik granüllerin yüksek basınç altında çelik bir kalıp içinde sıkıştırılması işlemidir.
Bu işlem sırasında karo, yoğunluk ve yapısal dayanım kazanırken nihai formunu alır. Tüm yüzey detayları — kabartma, kenarlar ve derinlik geçişleri — kalıp tarafından tanımlanır.
Bu yöntem, her karonun aynı boyutlara, aynı yüzey geometrisine ve aynı kabartma derinliğine sahip olmasını sağlar.
Fırınlama
Presleme sonrasında karolar kurutulur ve yüksek sıcaklıklarda (yaklaşık 1000–1200°C) fırınlanır.
Bu aşama, nihai dayanım, stabilite ve uzun ömürlü dayanıklılığı sağlar.
Düzeltme
Fırınlama sonrası, yüksek boyutsal doğruluk elde etmek için karoların tüm kenarları mekanik olarak kesilir.
Düzeltme görsel bir işlem değil, hassas bir işlemdir:
Boyutsal toleranslar yaklaşık ±0,5 mm seviyesine düşürülür
Tüm karolar tam olarak aynı ölçüye getirilir
Kenarlar 90° açıyla keskinleştirilir
Bu işlem, özellikle sıkı ve tutarlı derz gerektiren uygulamalarda kontrollü montaj ve doğru hizalama sağlar.
TEKNİK NOTLAR
-Üretim yöntemi: Kuru presleme
-Presleme kuvveti: genellikle 200–400 kg/cm²
-Hammadde: püskürtme kurutulmuş seramik gövde
-Fırınlama aralığı: 1000–1200°C
-Düzeltme sonrası boyutsal tolerans: yaklaşık ±0,5 mm
-Yüzey tanımı: kalıp bazlı (tekrarlanabilir kabartma geometrisi)



